粉体行业在线展览
粉体行业在线展览




直接联系
滨州创元设备机械制造有限公司(现北京创元)



日本
面议
2282
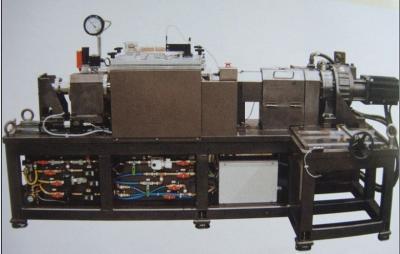
仪器简介:
本装置采用高频电源加热和扭转传动加载实现扭转热模拟。通过计算机控制和数据处理准确地把握钢材试验片在热加工过程中的温度,应变量,应变速率等参数从而实现模热加工中以及热加工后各种现象,如变形抗力,组织变化和相变行为等。
高速变形加工以及大变形加工时候试验片标点距离也能够改变。
技术参数:
加热性能
(1) 加热方式 高频诱导加热方式
(2) 温度检出方式 热电偶(R)焊接方式
(3) 加热温度范围 R.T~常用1400℃(但是,熔融温度以下)
(4) 加热速度 Max 20℃/S
(5) 均热范围 加工前试验片的GL范围(12mm)内
(6) 均热精度 R.T~常用1400℃的表面温度温度差
±1%或 ±10C(**,*小差 20℃)
(7) 加热控制方式 ①热电偶信号的反馈控制方式
② 高频电力控制方式
(8) 温度控制精度 反馈控制时 ±3℃
冷却性能
(1) 冷却方式 加热线圈同轴喷嘴吹出冷却介质方式
(2) 冷介却质种类 ①不活性气体(He,Ar,N2)
② 水
(3) 冷却形态 ①强制冷却 冷却介质流量一定方式
② 控制冷却 控制阀调节冷却介质流量
(4) 强制冷却速度*4 *4 ① He气体冷却 Max 50℃/S
(5) 水冷却 Max 300℃/S
(5) 控制冷却速度*4 等速可控冷却速度为 He气体 Max 25℃/S
*4:以上冷速是1000℃~500℃平均冷却速度,而且相变放热除外。
气氛条件如下
(1) 试验气氛 ① 真空
② 真空排气后置换气体气氛
(2) 真空到达压力 10°Pa(10-2Torr)数量级
(3) 气氛气体 惰性气体(Ar,N2,He)
数据收集和处理
(1) 收集数据 数据种类 见表1
(2) 检出器 检出器种类和额定参数 见表1
表-1 收集数据和检出器
收集数据 检出器 额定参数(测定范围)
1 温度 热电偶(R) 接触 0~1600℃
2 扭矩 扭矩检出器(畸变规) ± 50 N-m
3 扭转角度 Rotary encoder 1024 P/R
4 軸方向位移 Potentialmeter ± 10 mm
(3) 数据计算处理 以收集数据为基础进行如下计算处理。
①通过扭矩数据计算变形抗力
②通过扭转角度计算畸变量
③通过畸变量和取样时间计算畸变速度
(4) 数据作图处理 根据収收集数据以及计算数据进行如下作图处理
①畸变量-变形抗力変形抵抗
②时间-畸变量、畸变速度、温度
(5) 数据保存 binary形式或text形式
主要特点:
构成机器
(1) 试验机本体 1式
基台/构架,AC伺服马达,扭转机构,试验片固定机构,
加热/冷却机构,真空室,扭矩检测器,角度检测器,变位检测器
(2) 真空排气/气氛混合系统 1式
机械泵,阀门,压力计,配管
(3) 高频发生装置 1 式
高频发生装置,整合器
(4) 控制操作盘 1 式
2通道pattern发生器,马达驱动器,温度控制器,扭矩放大器,角度放大器,变位放大器,操作SW,指示针
(5) 计算机系统1 式
计算机,显示器,打印机,IF,专用软件
(6) 附属品 1 式
热电偶焊接器件,TC等



